











Les machines de découpe marquage et de gravure laser permettent de marquer, graver et couper du tissus, du bois, du verre, de la pierre, du composite, du carbone, plastique, ou de la mousse, rapidement et facilement.
Nous assurons la vente, la formation et la maintenance de ses équipements en France.
Universal Laser Systems
En tant que leader technologique reconnu, Universal Laser Systems se targue de près de 30 ans de recherche et de développement qui se traduisent par des innovations continues dans les technologies brevetées ou industrielles.
La mission de Universal Laser Systems Inc. (ULS) est de promouvoir le développement et le déploiement d'outils de traitement de matériaux qui tirent parti des caractéristiques uniques de la technologie laser pour la modification et la transformation d'un grand nombre de matériaux en pièces et produits.
En savoir plus sur Universal Laser Systems
L'avantage distinct, qui sépare ULS de la concurrence, découle de notre philosophie de conception qui se concentre sur le développement de technologies innovantes et de composants modulaires pour fournir les meilleurs systèmes de traitement de matériaux laser personnalisés pour la plus large gamme de matériaux à un coût raisonnable. Au lieu d'intégrer les composants disponibles sur le marché libre, ULS investit dans des programmes étendus de recherche et de développement tournés vers l'avenir afin de fournir un écosystème de produits qui offre à nos clients une solution unique. En fait, ULS peut fournir plus de 1 000 000 de configurations de système laser différentes grâce à notre vaste portefeuille de technologies brevetées et de produits avancés pour répondre aux exigences les plus exigeantes des clients à un prix vraiment abordable, en minimisant les investissements initiaux et en garantissant un rendement inégalé des investissements futurs.
Du développement des sources laser, des technologies d'amélioration de la productivité, des logiciels avancés et des systèmes de livraison de faisceau à notre investissement dans la recherche de la science et des applications de traitement des matériaux laser, ULS s'engage à fournir à nos clients le laser le plus innovant, rentable, flexible et évolutif Solutions de traitement des matériaux pour les besoins actuels et futurs.
Qu'est-ce qu'un laser? Comment fonctionne la technologie laser? Quels applications utilisent les lasers ?
Un laser est un dispositif qui émet un faisceau de lumière cohérente grâce à un processus d'amplification optique. Il existe de nombreux types de lasers, y compris les lasers à gaz, les lasers à fibre optique, les lasers à l'état solide, les lasers à colorant, les lasers à diode et les lasers à excimère. Tous ces types de laser partagent un ensemble de composants de base.
Les lasers sont des composants clés de nombreux produits que nous utilisons tous les jours. Les produits de consommation comme les lecteurs Blu-Ray et DVD dépendent de la technologie laser pour lire les informations à partir des disques. Les scanners de codes à barres s'appuient sur les lasers pour le traitement de l'information. Les lasers sont également utilisés dans de nombreuses interventions chirurgicales telles que la chirurgie oculaire LASIK. Dans la fabrication, les lasers sont utilisés pour la coupe, la gravure, le forage et le marquage d'une large gamme de matériaux.
Il existe de nombreuses applications pour la technologie laser, y compris les suivantes :
- Recherche de gamme laser
- Traitement de l'information (DVD et Blu-Ray)
- Lecteurs de codes à barres
- Chirurgie au laser
- Imagerie holographique
- Spectroscopie laser
- Traitement des matériaux laser
- Coupe
- Gravure
- Forage
- Marquage
- Modification de surface
Aller plus loin :
Chronologie du développement de la technologie laser
La technologie laser a débuté avec Albert Einstein au début des années 1900. La technologie a en outre évolué en 1960 lorsque le premier laser a été construit chez Hughes Research Laboratories. Suivez le calendrier ci-dessous pour voir l'évolution de la technologie laser.
1917
Albert Einstein jette les bases de la technologie laser lorsqu'il prédit le phénomène de «Emission stimulée», qui est fondamental pour l'exploitation de tous les lasers.
1939Valentin Fabrikant théorise l'utilisation d'émissions stimulées pour amplifier les rayonnements.
1950Charles Townes, Nikolay Basov et Alexander Prokhorov développent la théorie quantique des émissions stimulées et démontrent une émission stimulée de micro-ondes. Ils reçoivent plus tard le prix Nobel de physique pour ce travail révolutionnaire.
1959L'étudiant diplômé de l'Université de Columbia Gordon Gould propose que les émissions stimulées puissent être utilisées pour amplifier la lumière. Il décrit un résonateur optique qui peut créer un faisceau étroit de lumière cohérente et l'appelle un LASER pour "Amplification de la lumière par émission stimulée de rayonnement".
1960Theodore Maiman construit le premier prototype de travail d'un laser chez Hughes Research Laboratories à Malibu, en Californie. Ce laser utilise du ruby synthétique comme support actif et émet un faisceau de lumière rouge profond avec une longueur d'onde de 694,3 nm. La première application pour le laser ruby était destinée aux détecteurs de gamme militaires et est toujours utilisée commercialement pour percer des trous en diamant en raison de sa puissance de pointe élevée.
1963Le laser à dioxyde de carbone (CO 2 ) est développé par Kumar Patel chez AT & T Bell Labs. Le laser CO 2a un coût beaucoup plus faible et une efficacité supérieure à celle du laser ruby. Ces facteurs en font le type laser industriel le plus populaire depuis plus de 50 ans. Croissance du traitement des matériaux laser
Années 1960Le premier laser à CO 2 , développé en 1964, avait une puissance de seulement un milliwatt. En 1967, des lasers au CO 2 dont la puissance dépassait 1 000 watts étaient possibles. La première application commerciale de Laser Materials Processing était en mai de 1967, lorsque Peter Houldcroft de TWI (The Welding Institute) à Cambridge, en Angleterre, utilisait un faisceau laser à CO 2 assisté par oxygène pour couper une feuille d'acier d'une épaisseur de 1 mm.
Années 1970Les améliorations continues des lasers au CO 2 ainsi que les développements de nouveaux types de lasers ont introduit les premières applications "Laser Machining". Le premier système laser à 2 axes a été développé en 1975 par Laser-Work AG. Les premières applications ont été conduites par les fabricants d'automobiles et d'avions qui découvraient la valeur des lasers pour la découpe et le soudage des métaux.
Années 1980L'introduction de lasers petits et peu coûteux tels que le laser à dents de dioxyde de carbone, inauguré une nouvelle ère de "Traitement des matériaux laser". Les applications ont été développées depuis la découpe et le soudage des métaux, jusqu'au traitement de matières organiques comme le plastique, le caoutchouc et la mousse.
ULS Histoire de l'innovation
Universal Laser Systems a été fondée en 1988 avec la vision d'élargir le potentiel de traitement des matériaux laser pour inclure de multiples matériaux et de multiples processus avec un seul système laser. La base des systèmes laser ULS est une conception modulaire qui permet de configurer une plate-forme unique pour traiter une multitude de matériaux.
1988La société est lancée en octobre en tant que technologie laser appliquée avec introduction de ALT-2010 avec laser de 20 watts.
1990Introduction de ALT-5010 avec laser de 50 watts.
1991Modification du nom de l'entreprise à Universal Laser System (ULS) et renommage des produits ULS 1720 et ULS 1750.
1992Introduction de la version laser 100 watts de ULS 1750 surnommée ULS 17100.
1993ULS-25 introduction et création d'une version OEM pour Trotec (Trotec 25R).
1994L'introduction de PS avec de nouveaux systèmes de mouvement plus grand et des versions OEM pour Trotec (Trotec 25PSR et Trotec 50PSR).
1995Introduction des versions 25E et OEM pour Trotec (Trotec 25ER) et New Hermes / Gravograph (ISL2000).
1996Introduction d'Optima et Optima Jr, produit OEM exclusif pour New Hermes / Gravograph.
1997Introduction des systèmes laser M, V et X et des versions OEM des modèles M et V pour New Hermes / Gravograph (ISL2001, ISL3001). Introduction du premier laser ULS conçu et fabriqué à 25/30 watts.
1998Introduction du premier système laser de bureau C-200. En outre, l'introduction du premier kiosque laser tout-en-un pour l'industrie de la personnalisation.
1999Introduction des lasers ULS 40 watts et 50 watts. Lancement de la division OEM.
2000Introduction du concept de laser à changement rapide "Platform", Rapid Reconfiguration TM et ULS 60 watt laser. Introduction au concept Dual Laser Configuration TM dans la plateforme X2. 2001 Introduction de SuperSpeed TM.
2002Introduction aux améliorations de pulsations par laser à grande vitesse.
2003Introduction des systèmes VersaLaser Lasers® et logiciel de prochaine génération avec la base de données des premiers matériaux et introduction du laser ULS 10 watt.
2004Introduction du premier système laser adapté aux marchés industriels, le XL avec le premier servomoteur ULS.
2005Introduction de HPDFO TM .
2006Introduction de lasers ULR de nouvelle génération (nouvelles versions OEM: classe 4, basique, refroidi à l'air et refroidi à l'eau).
2007Introduction de PLS, VLS Desktop et ILS avec Laser Interface + (pilote de base de données de deuxième génération) et logiciel d'estimation de travail au laser.
2008Introduction de ULS 75 watt laser, PLS SuperSpeed et VLS Platforms. L' introduction de 30 et 50 watts 9.3 microns CO 2 lasers.
2009Introduction de ILS SuperSpeed, 1-Touch Laser Photo TM et une nouvelle interface logicielle unique pour tous les systèmes laser avec de nouvelles fonctionnalités, y compris les modes de relogement et de duplication.
2010Introduction de la nouvelle version de 1-Touch Laser Photo ™ avec prévisualisation de simulation de matériel.
2011Introduction du système laser à longueur d'onde PLS6MW.
2012Introduction de la fonctionnalité TM de l'enregistrement de l'appareil photo universel pour la fonctionnalité d' importation ILS, DXF / PDF.
2014Introduction des systèmes laser industriels XLS10.150D et XLS10MWH avec technologie deroulement hydrostatique, enregistrement de caméra de nouvelle génération, technologie MultiWave Hybrid TM et logiciel de contrôle de prochaine génération LSM TM(logiciel de gestion laser). Introduction du filtre à air UAC 4000 avec des filtres à double carbone brevetés pour les plates-formes ILS et XLS.
2015Introduction de lasers à haute puissance 250/500 watts.
2016Introduction du filtre à air UAC 2000 pour plates-formes VLS et PLS. Des brevets décernés pour la fabrication flexible et la technologie hybride multi-ondes. Introduction du laser à CO 2 de 75 watts à 9,3 microns .
2017Introduction d'XLS haute puissance avec un CO 250 watt 2 laser et un laser à fibre 50 watts.
Technologie DLMP ®
Qu'est ce que la technologie DLMP ?
La technologie DLMP, ou Digital Light Processing (DLP) in Maskless Lithography Process, est une technique d'impression 3D qui utilise un projecteur DLP pour solidifier des couches de résine photosensible afin de créer des objets tridimensionnels. Contrairement aux imprimantes 3D traditionnelles qui utilisent la stéréolithographie (SLA) pour durcir une résine liquide couche par couche à l'aide d'un laser UV, les imprimantes DLP projettent une image entière de la couche à imprimer en une seule fois.
Dans le processus DLP, une source de lumière ultraviolette est projetée à travers un masque numérique, créant ainsi une image de la couche de l'objet sur la surface de la résine. La résine photosensible réagit à la lumière UV en durcissant et en formant la couche solide de l'objet. Une fois une couche terminée, le lit d'impression descend et une nouvelle couche de résine est étalée pour le processus de durcissement suivant. Ce processus se répète jusqu'à ce que l'objet soit entièrement fabriqué.
La technologie DLP offre généralement des vitesses d'impression plus rapides par rapport à la stéréolithographie (SLA) en raison de sa capacité à durcir une couche entière simultanément. Elle est couramment utilisée dans diverses applications, y compris la fabrication de prototypes, la bijouterie, l'odontologie, et d'autres domaines où la
Découpe au laser
La technologie de découpe laser révolutionne de nombreux secteurs industriels et créatifs grâce à sa précision, sa polyvalence et sa rapidité. En tant que distributeur de scanners, digitaliseurs et traceurs numériques, il est essentiel de comprendre comment cette technologie s'intègre parfaitement dans l'écosystème de la fabrication numérique et comment elle peut bénéficier à vos clients.
La découpe laser repose sur le principe de la focalisation d'un faisceau laser concentré sur une surface matérielle. Ce faisceau laser est contrôlé informatiquement pour suivre des chemins prédéfinis, ce qui permet de découper, de graver ou de marquer divers matériaux avec une précision incroyable
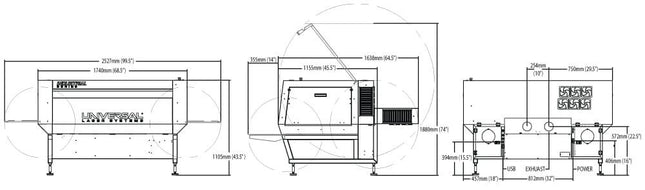
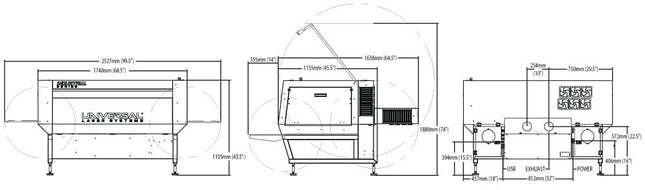
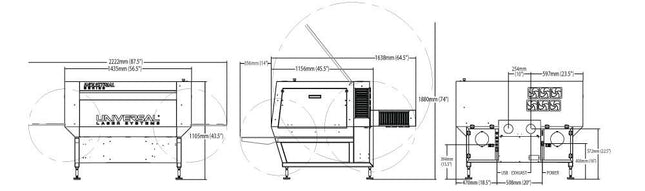
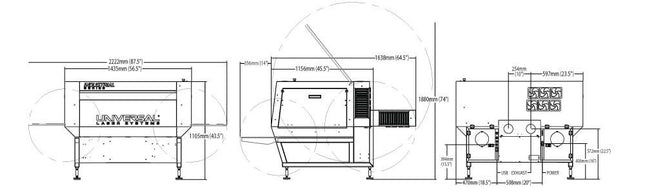
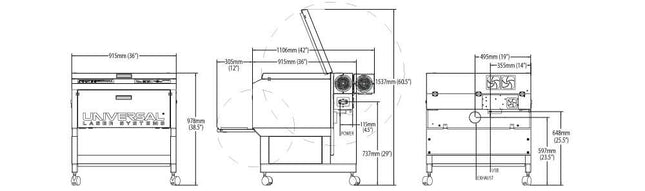
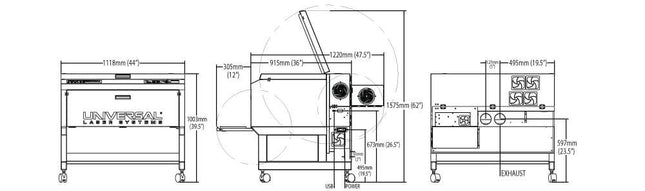
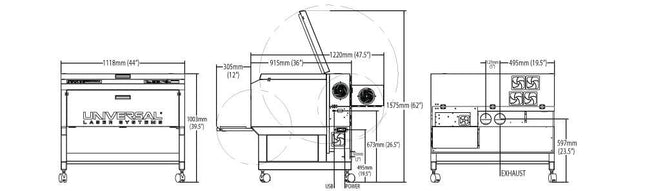
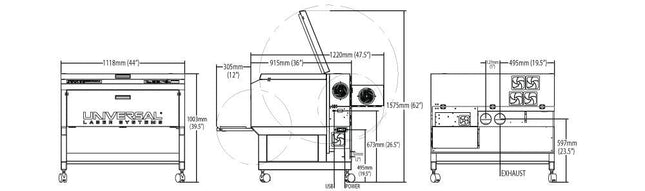
Ligne complète de laser ULS
ULS sources laser de 10 watts à 500 watts
ULS fabrique des lasers allant de 10 watts à 500 watts de puissance de sortie à 10,6 μm et 9,3 μm de longueur d'onde. Toutes les sources laser ULS ont intégré le refroidissement de l'air dans toute la gamme de puissance. Les sources laser fournissent plusieurs avantages de traitement au client :
Excellente qualité de découpage laser, de gravure et de marquage
La capacité améliorée à focaliser le rayon laser résulte en un traitement hautement cohérent.
Haut débit de traitement
Grâce à une utilisation plus efficace de l'énergie laser, le débit du système laser peut être considérablement amélioré.
Active plusieurs autres fonctionnalités universelles Les
exemples incluent lestechnologiesRapid Reconfiguration ™ , Dual Laser et SuperSpeed
Portefeuille ULS de brevets.
Depuis sa création en 1988, Universal Laser Systems est une société axée sur l'innovation et motivée par l'avancement de la technologie laser et ses applications au traitement des matériaux. Les efforts de R & D ont abouti à un important portefeuille de brevets.
Innovation en traitement laser
US 5,051,558 Appareil et méthode de traitement des matériaux laser Par conséquent - septembre 1991
Résonateurs laser
- US 5,661,746 Laser à dalle de gaz à espace libre - Août 1997
- US 8,599,898 Slab Laser avec résonateur composite et méthode pour produire un rayonnement laser à haute énergie - Dec, 2013
Innovations pour la construction de sources laser
- US 5,881,087 Conception de tube à gaz laser - mars 1999
- US 5,982,803 Laser à dalle de gaz à espace libre - Nov 1999
- US 6 983,001 Laser avec système de transfert de chaleur - Jan, 2006
- US 9,263,844 Lasers à gaz refroidis par air et systèmes et méthodes associés - février 2016
Laser Source Servicing Innovation
US 5 867 517 Appareils et méthodes d'alimentation et de remplissage de gaz au laser à gaz intégrés - févr. 1999
Innovations de refroidissement par laser
- US 5,754,575 Laser à dalle de gaz à espace libre - mai 1998
- US 5 894 493 Laser à dalle de gaz à espace libre - avril 1999
- US 5,901,167 Laser à gaz refroidi par air - mai 1999
- US 7,415,051 Appareil et méthode laser refroidis par air - Août 2008
- US 9,263,845 Lasers à gaz refroidis par air avec opérateur et résonateur de transfert de chaleur et systèmes et méthodes associés - février 2016
- US 9,281,649 Lasers à gaz refroidis par air avec assemblage de transfert de chaleur et systèmes et méthodes associés - Mar, 2016 Amélioration de la réponse des sources laser
- US 7 469 000 Laser à gaz incluant un catalyseur à l'échelle nanométrique et des méthodes pour produire de tels lasers - décembre 2009 Source laser Source RF
- US 6.181.719 Appareil et méthode pour la source d'énergie RF au laser à gaz - Jan 2001 SuperSpeed ™
- US 6,313,433 Système de traitement des matériaux laser avec appareils et méthodes à sources multiples de laser - Nov 2001 Concept portable de kiosque laser
- US Système de laser portatif de 6,342,687 avec évacuation de fumée portable ou stationnaire - janvier 2002 Double configuration laser
- US 6 423 925 Appareil et méthode pour combiner plusieurs faisceaux laser dans les systèmes de traitement des matériaux au laser - juil 2002
- US 6 424 670 Appareil et méthode pour fabriquer des sources laser et des plates-formes laser interchangeables et accessibles - juil. 2002
Conception d'armoire de bureau VLS
US D517,474 Cabinet laser - mars 2006
HPDFO ™ (High Power Density Focusing Optics)
US 7 060 934 Appareil de livraison à faisceau laser à haute résolution - juin 2006
Refroidissement d'air en ligne
US 7 715 454 Méthode et appareil pour refroidir un laser - mai 2010
Module de conversion de classe 4
US 7 723 638 Systèmes de conversion laser et méthodes pour convertir des systèmes laser pour l'utilisation dans différentes classifications de sécurité laser - Mai 2010
Échappement de voyage
US 7 947 919 Systèmes d'échappement à traitement par laser et méthodes d'utilisation pour ces systèmes - mai 2011
Système laser avec innovation jet d'encre
US 8 101 883 Systèmes de traitement des matériaux à base de laser et méthodes d'utilisation de ces systèmes - Jan, 2012
Innovation par positionnement du faisceau laser
US 8 294 062 Systèmes de positionnement du faisceau laser pour le traitement des matériaux et les méthodes d'utilisation de ces systèmes - oct., 2012
Filtrage de l'air Innovation
- US 8 603 217 Systèmes de filtration de recirculation pour systèmes de traitement de matériaux et méthodes d'utilisation et de fabrication associées - Dec, 2013
- US 9 155 988 Systèmes de filtration de l'air et des appareils et méthodes associés - octobre 2015
Hybride multi-Wave ™ Technology
US 9 346 122 systèmes de traitement laser à longueur d'onde et méthodes d'utilisation et de fabrication associées - mai 2016
Méthode de fabrication flexible
US 9 354 630 Systèmes de fabrication de laser flexible et méthodes d'utilisation et fabrication connexes - Mai 2016