-
Kallisto, Revendeur Officiel UNIVERSAL LASER SYSTEMS (Machines de Découpe Laser)
-


-

UNIVERSAL LASER SYSTEMS Machine Laser Co2 - Accessoire : Nids d'abeille pour plateau de découpe pour VLS 3,60 DT
Machine Laser Co2 - Accessoire: Nids d'abeille pour plateau de découpe VLS 3.60 DT Boostez votre productivité avec le Nids d'abeille pour plateau de découpe VLS 3.60 DT de Kallisto. 🚀 Conçu pour perfectionner la découpe laser, cet accessoire s'adapte facilement à votre Machine Laser Co2. Il optimise le processus de découpe, minimise la déformation des matériaux et garantit une finition de haute précision. 🎯 Idéal pour les professionnels exigeants, ce produit assure une meilleure répartition de la chaleur et une excellente stabilité. Sa construction robuste promet une durabilité exceptionnelle. 🏗️ Ne manquez pas cette opportunité d'améliorer votre processus de fabrication. Contactez Kallisto maintenant pour en savoir plus ! 📞
€136,95
-

UNIVERSAL LASER SYSTEMS Machine Laser Co2 - Accessoire : Plateau de découpe pour VLS 3,60 DT
Découvrez le 'Machine Laser Co2 - Accessoire : Plateau de découpe pour VLS 3,60 DT'. Un accessoire indispensable pour ceux qui cherchent à optimiser leur processus de fabrication. 🏭 Précision ultra-élevée : Cet accessoire permet une découpe précise et nette. Facilité d'utilisation : Le plateau de découpe est facile à installer et à utiliser. Durabilité exceptionnelle : Fabriqué avec des matériaux de haute qualité, il résiste à l'usure et augmente la longévité de votre machine. Compatibilité : Parfaitement adapté pour la machine laser VLS 3.60 DT. Ne manquez pas cette chance d'améliorer la performance de votre machine laser. Contactez Kallisto dès maintenant pour l'achat du 'Machine Laser Co2 - Accessoire : Plateau de découpe pour VLS 3,60 DT'. Toujours à votre service pour vous offrir le meilleur.
€791,00
-

UNIVERSAL LASER SYSTEMS Machine Laser Co2 - Accessoire : Table de découpe configurable avec PIN 30 x 30 cm
Transformez votre espace de travail avec la 'Machine Laser Co2 - Accessoire : Table de découpe configurable avec PIN 30 x 30 cm'. 🎯 Cette table de découpe révolutionnaire, fabriquée par UNIVERSAL LASER SYSTEMS, est conçue pour maximiser la précision et la flexibilité de vos projets de gravure laser. Avec une surface de travail de 30 x 30 cm, elle est idéale pour tous vos projets de taille moyenne. 📏 La particularité de ce produit ? Les PINs configurables offrent une flexibilité incroyable, permettant un positionnement précis de vos matériaux. Professionnels de l'électronique, ne cherchez plus ! La 'Machine Laser Co2 - Accessoire : Table de découpe configurable avec PIN 30 x 30 cm' est l'outil indispensable pour vos projets. Contactez Kallisto dès maintenant pour plus d'informations. 📞
€1.802,00
-

UNIVERSAL LASER SYSTEMS Machine Laser Co2 - ILS12.150D
L'ILS12.150D est une plate-forme autonome avec une enveloppe de traitement de matériaux de 1219 mm x 610 mm x 305 mm ou 226 795 cm³. La plate-forme laser double supporte une plage de puissance de 10 à 150 Watts (jusqu'à 75 watts avec un laser de CO 2 de 10.6u , jusqu'à 150 watts avec un second laser de CO 2 de 10.6u ). L'ILS12.150D prend également en charge un seul laser de 9.3u à 30, 50 ou 75 watts (si un 9.3 U Le laser CO 2 est installé, le laser 10,6u maximum est de 75 watts). Caractéristiques de la plate-forme Collimateur Le collimateur développe et collimate le faisceau laser, ce qui minimise les divergences dans la zone de traitement au laser, ce qui produit une taille de spot focal et une densité d'énergie plus cohérentes. Moteurs numériques à haute fiabilité Les systèmes laser universels utilisent des moteurs numériques de haute qualité qui ne nécessitent pas de codage optique coûteux et compliqué, ce qui augmente la fiabilité. Moteur intelligent de gestion de l'énergie laser Cette fonction maintient une densité d'énergie constante à n'importe quelle vitesse de traitement produisant des marques uniformes et une profondeur constante lors du découpage, du marquage et de la gravure. Verre de sécurité laminé Fenêtres de visualisation en verre créant une enceinte sûre pour le traitement au laser. Affichage LCD Les systèmes laser PLS / ILS sont équipés d'un écran LCD intégré, vous permettant de déplacer manuellement le système de mouvement et l'axe Z lors de la configuration ou de modifier les paramètres de travail à la volée. Cette fonction est utile pour déterminer les paramètres optimaux pour les nouvelles applications. Aide à l'air manuel (avec protection optique) Air Assist avec Optics Protection crée une pression d'air positive autour de toutes les optiques et dirige l'air comprimé sur la surface du matériau en cours de traitement. Cet air comprimé maintient les débris et les particules et les fumées loin de l'optique, supprime la combustion des fumées, réduit l'accumulation de particules sur la surface du matériau et augmente la qualité de coupe sur la plupart des matériaux. Méthodes de mise au point automatique multiples Tous les systèmes laser universels peuvent être focalisés automatiquement en fonction de l'épaisseur du matériau ou en utilisant un outil de mise au point manuel pratique. Certains systèmes laser universels peuvent également être focalisés automatiquement à l'aide de capteurs spéciaux pour détecter la surface supérieure du matériau traité au laser. Soutien linguistique multiple Les langues prises en charge incluent l'anglais, l'allemand, le japonais, l'espagnol, le français, l'italien et plus encore. Alarme hors température (pour la sécurité incendie) Une alarme de surchauffe installée dans chaque système laser universel surveille la température de la zone de travail. Si une température exceptionnellement élevée est détectée, le système éteindra le laser et déclenchera une alarme sonore. Roulements fermés en permanence Nos roulements de système de mouvement auto-lubrifiés et étanches maintiennent la poussière et les débris, ce qui entraîne une durée de vie plus élevée. Ceintures Kevlar® sans élasticité Les ceintures durables offrent une longue durée de vie de traitement fiable. Wraparound Top et Front Door Les portes avant et les portes supérieures des systèmes laser ILS s'accouplent dans une configuration en clapet pour une plus grande facilité de chargement et de déchargement.
€0,00
-

UNIVERSAL LASER SYSTEMS Machine Laser Co2 - ILS12.75
Caractéristiques de la plate-forme Collimateur Le collimateur développe et collimate le faisceau laser, ce qui minimise les divergences dans la zone de traitement au laser, ce qui produit une taille de spot focal et une densité d'énergie plus cohérentes. Moteurs numériques à haute fiabilité Les systèmes laser universels utilisent des moteurs numériques de haute qualité qui ne nécessitent pas de codage optique coûteux et compliqué, ce qui augmente la fiabilité. Moteur intelligent de gestion de l'énergie laser Cette fonction maintient une densité d'énergie constante à n'importe quelle vitesse de traitement produisant des marques uniformes et une profondeur constante lors du découpage, du marquage et de la gravure. Verre de sécurité laminé Fenêtres de visualisation en verre créant une enceinte sûre pour le traitement au laser. Affichage LCD Les systèmes laser PLS / ILS sont équipés d'un écran LCD intégré, vous permettant de déplacer manuellement le système de mouvement et l'axe Z lors de la configuration ou de modifier les paramètres de travail à la volée. Cette fonction est utile pour déterminer les paramètres optimaux pour les nouvelles applications. Aide à l'air manuel (avec protection optique) Air Assist avec Optics Protection crée une pression d'air positive autour de toutes les optiques et dirige l'air comprimé sur la surface du matériau en cours de traitement. Cet air comprimé maintient les débris et les particules et les fumées loin de l'optique, supprime la combustion des fumées, réduit l'accumulation de particules sur la surface du matériau et augmente la qualité de coupe sur la plupart des matériaux. Méthodes de mise au point automatique multiples Tous les systèmes laser universels peuvent être focalisés automatiquement en fonction de l'épaisseur du matériau ou en utilisant un outil de mise au point manuel pratique. Certains systèmes laser universels peuvent également être focalisés automatiquement à l'aide de capteurs spéciaux pour détecter la surface supérieure du matériau traité au laser. Soutien linguistique multiple Les langues prises en charge incluent l'anglais, l'allemand, le japonais, l'espagnol, le français, l'italien et plus encore. Alarme hors température (pour la sécurité incendie) Une alarme de surchauffe installée dans chaque système laser universel surveille la température de la zone de travail. Si une température exceptionnellement élevée est détectée, le système éteindra le laser et déclenchera une alarme sonore. Roulements fermés en permanence Nos roulements de système de mouvement auto-lubrifiés et étanches maintiennent la poussière et les débris, ce qui entraîne une durée de vie plus élevée. Ceintures Kevlar® sans élasticité Les ceintures durables offrent une longue durée de vie de traitement fiable. Wraparound Top et Front Door Les portes avant et les portes supérieures des systèmes laser ILS s'accouplent dans une configuration en clapet pour une plus grande facilité de chargement et de déchargement.
€0,00
-

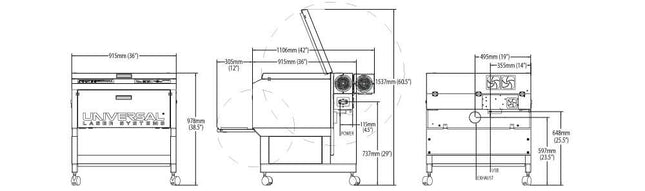
UNIVERSAL LASER SYSTEMS Machine Laser Co2 - ILS9.150D
L'ILS9.150D est une plate-forme indépendante avec une enveloppe de traitement des matériaux de 914 x 610 x 305 mm ou 169,901 cm³. La plate-forme laser double prend en charge une plage de puissance de 10 à 150 watts (jusqu'à 75 watts avec un laser à CO 2 de 10,6u , jusqu'à 150 watts avec un second laser de CO 2 de10,6u ). L'ILS9.150D prend également en charge un seul laser 9.3u à 30, 50 ou 75 watts (si un laser CO 2 9.3u est installé, le laser 10.6u maximum est de 75 watts). Caractéristiques de la plate-forme Collimateur Le collimateur développe et collimate le faisceau laser, ce qui minimise les divergences dans la zone de traitement au laser, ce qui produit une taille de spot focal et une densité d'énergie plus cohérentes. Moteurs numériques à haute fiabilité Les systèmes laser universels utilisent des moteurs numériques de haute qualité qui ne nécessitent pas de codage optique coûteux et compliqué, ce qui augmente la fiabilité. Moteur intelligent de gestion de l'énergie laser Cette fonction maintient une densité d'énergie constante à n'importe quelle vitesse de traitement produisant des marques uniformes et une profondeur constante lors du découpage, du marquage et de la gravure. Verre de sécurité laminé Fenêtres de visualisation en verre créant une enceinte sûre pour le traitement au laser. Affichage LCD Les systèmes laser PLS / ILS sont équipés d'un écran LCD intégré, vous permettant de déplacer manuellement le système de mouvement et l'axe Z lors de la configuration ou de modifier les paramètres de travail à la volée. Cette fonction est utile pour déterminer les paramètres optimaux pour les nouvelles applications. Aide à l'air manuel (avec protection optique) Air Assist avec Optics Protection crée une pression d'air positive autour de toutes les optiques et dirige l'air comprimé sur la surface du matériau en cours de traitement. Cet air comprimé maintient les débris et les particules et les fumées loin de l'optique, supprime la combustion des fumées, réduit l'accumulation de particules sur la surface du matériau et augmente la qualité de coupe sur la plupart des matériaux. Méthodes de mise au point automatique multiples Tous les systèmes laser universels peuvent être focalisés automatiquement en fonction de l'épaisseur du matériau ou en utilisant un outil de mise au point manuel pratique. Certains systèmes laser universels peuvent également être focalisés automatiquement à l'aide de capteurs spéciaux pour détecter la surface supérieure du matériau traité au laser. Soutien linguistique multiple Les langues prises en charge incluent l'anglais, l'allemand, le japonais, l'espagnol, le français, l'italien et plus encore. Alarme hors température (pour la sécurité incendie) Une alarme de surchauffe installée dans chaque système laser universel surveille la température de la zone de travail. Si une température exceptionnellement élevée est détectée, le système éteindra le laser et déclenchera une alarme sonore. Roulements fermés en permanence Nos roulements de système de mouvement auto-lubrifiés et étanches maintiennent la poussière et les débris, ce qui entraîne une durée de vie plus élevée. Ceintures Kevlar® sans élasticité Les ceintures durables offrent une longue durée de vie de traitement fiable. Wraparound Top et Front Door Les portes avant et les portes supérieures des systèmes laser ILS s'accouplent dans une configuration en clapet pour une plus grande facilité de chargement et de déchargement.
€0,00
-

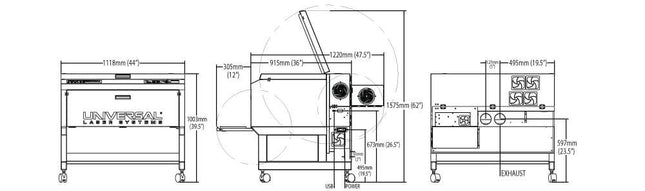
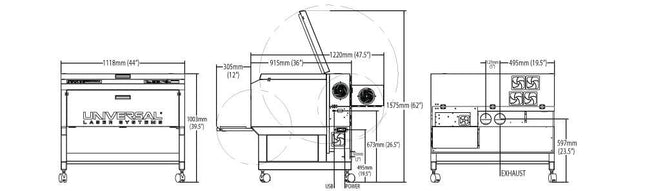
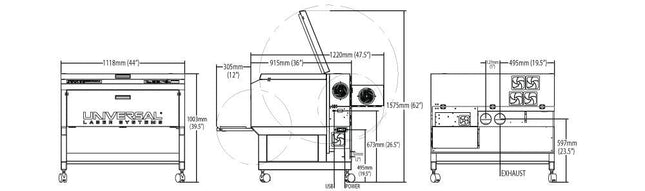
UNIVERSAL LASER SYSTEMS Machine Laser Co2 - ILS9.75
Caractéristiques de la plate-forme Collimateur Le collimateur développe et collimate le faisceau laser, ce qui minimise les divergences dans la zone de traitement au laser, ce qui produit une taille de spot focal et une densité d'énergie plus cohérentes. Moteurs numériques à haute fiabilité Les systèmes laser universels utilisent des moteurs numériques de haute qualité qui ne nécessitent pas de codage optique coûteux et compliqué, ce qui augmente la fiabilité. Moteur intelligent de gestion de l'énergie laser Cette fonction maintient une densité d'énergie constante à n'importe quelle vitesse de traitement produisant des marques uniformes et une profondeur constante lors du découpage, du marquage et de la gravure. Verre de sécurité laminé Fenêtres de visualisation en verre créant une enceinte sûre pour le traitement au laser. Affichage LCD Les systèmes laser PLS / ILS sont équipés d'un écran LCD intégré, vous permettant de déplacer manuellement le système de mouvement et l'axe Z lors de la configuration ou de modifier les paramètres de travail à la volée. Cette fonction est utile pour déterminer les paramètres optimaux pour les nouvelles applications. Aide à l'air manuel (avec protection optique) Air Assist avec Optics Protection crée une pression d'air positive autour de toutes les optiques et dirige l'air comprimé sur la surface du matériau en cours de traitement. Cet air comprimé maintient les débris et les particules et les fumées loin de l'optique, supprime la combustion des fumées, réduit l'accumulation de particules sur la surface du matériau et augmente la qualité de coupe sur la plupart des matériaux. Méthodes de mise au point automatique multiples Tous les systèmes laser universels peuvent être focalisés automatiquement en fonction de l'épaisseur du matériau ou en utilisant un outil de mise au point manuel pratique. Certains systèmes laser universels peuvent également être focalisés automatiquement à l'aide de capteurs spéciaux pour détecter la surface supérieure du matériau traité au laser. Soutien linguistique multiple Les langues prises en charge incluent l'anglais, l'allemand, le japonais, l'espagnol, le français, l'italien et plus encore. Alarme hors température (pour la sécurité incendie) Une alarme de surchauffe installée dans chaque système laser universel surveille la température de la zone de travail. Si une température exceptionnellement élevée est détectée, le système éteindra le laser et déclenchera une alarme sonore. Roulements fermés en permanence Nos roulements de système de mouvement auto-lubrifiés et étanches maintiennent la poussière et les débris, ce qui entraîne une durée de vie plus élevée. Ceintures Kevlar® sans élasticité Les ceintures durables offrent une longue durée de vie de traitement fiable. Wraparound Top et Front Door Les portes avant et les portes supérieures des systèmes laser ILS s'accouplent dans une configuration en clapet pour une plus grande facilité de chargement et de déchargement.
€0,00
-

UNIVERSAL LASER SYSTEMS Machine Laser Co2 - PLS4.75
Caractéristiques de la plate-forme Moteurs numériques à haute fiabilité Les systèmes laser universels utilisent des moteurs numériques de haute qualité qui ne nécessitent pas de codage optique coûteux et compliqué, ce qui augmente la fiabilité. Moteur intelligent de gestion de l'énergie laser Cette fonction maintient une densité d'énergie constante à n'importe quelle vitesse de traitement produisant des marques uniformes et une profondeur constante lors du découpage, du marquage et de la gravure. Verre de sécurité laminé Fenêtres de visualisation en verre créant une enceinte sûre pour le traitement au laser. Affichage LCD Les systèmes laser PLS / ILS sont équipés d'un écran LCD intégré, vous permettant de déplacer manuellement le système de mouvement et l'axe Z lors de la configuration ou de modifier les paramètres de travail à la volée. Cette fonction est utile pour déterminer les paramètres optimaux pour les nouvelles applications. Méthodes de mise au point automatique multiples Tous les systèmes laser universels peuvent être focalisés automatiquement en fonction de l'épaisseur du matériau ou en utilisant un outil de mise au point manuel pratique. Certains systèmes laser universels peuvent également être focalisés automatiquement à l'aide de capteurs spéciaux pour détecter la surface supérieure du matériau traité au laser. Soutien linguistique multiple Les langues prises en charge incluent l'anglais, l'allemand, le japonais, l'espagnol, le français, l'italien et plus encore. Alarme hors température (pour la sécurité incendie) Une alarme de surchauffe installée dans chaque système laser universel surveille la température de la zone de travail. Si une température exceptionnellement élevée est détectée, le système éteindra le laser et déclenchera une alarme sonore. Roulements fermés en permanence Nos roulements de système de mouvement auto-lubrifiés et étanches maintiennent la poussière et les débris, ce qui entraîne une durée de vie plus élevée. Ceintures Kevlar® sans élasticité Les ceintures durables offrent une longue durée de vie de traitement fiable.
€0,00
-

UNIVERSAL LASER SYSTEMS Machine Laser Co2 - PLS6.150D
Caractéristiques de la plate-forme Collimateur Le collimateur développe et collimate le faisceau laser, ce qui minimise les divergences dans la zone de traitement au laser, ce qui produit une taille de spot focal et une densité d'énergie plus cohérentes. Moteurs numériques à haute fiabilité Les systèmes laser universels utilisent des moteurs numériques de haute qualité qui ne nécessitent pas de codage optique coûteux et compliqué, ce qui augmente la fiabilité. Moteur intelligent de gestion de l'énergie laser Cette fonction maintient une densité d'énergie constante à n'importe quelle vitesse de traitement produisant des marques uniformes et une profondeur constante lors du découpage, du marquage et de la gravure. Verre de sécurité laminé Fenêtres de visualisation en verre créant une enceinte sûre pour le traitement au laser. Affichage LCD Les systèmes laser PLS / ILS sont équipés d'un écran LCD intégré, vous permettant de déplacer manuellement le système de mouvement et l'axe Z lors de la configuration ou de modifier les paramètres de travail à la volée. Cette fonction est utile pour déterminer les paramètres optimaux pour les nouvelles applications. Aide à l'air manuel (avec protection optique) Air Assist avec Optics Protection crée une pression d'air positive autour de toutes les optiques et dirige l'air comprimé sur la surface du matériau en cours de traitement. Cet air comprimé maintient les débris et les particules et les fumées loin de l'optique, supprime la combustion des fumées, réduit l'accumulation de particules sur la surface du matériau et augmente la qualité de coupe sur la plupart des matériaux. Méthodes de mise au point automatique multiples Tous les systèmes laser universels peuvent être focalisés automatiquement en fonction de l'épaisseur du matériau ou en utilisant un outil de mise au point manuel pratique. Certains systèmes laser universels peuvent également être focalisés automatiquement à l'aide de capteurs spéciaux pour détecter la surface supérieure du matériau traité au laser. Soutien linguistique multiple Les langues prises en charge incluent l'anglais, l'allemand, le japonais, l'espagnol, le français, l'italien et plus encore. Alarme hors température (pour la sécurité incendie) Une alarme de surchauffe installée dans chaque système laser universel surveille la température de la zone de travail. Si une température exceptionnellement élevée est détectée, le système éteindra le laser et déclenchera une alarme sonore. Roulements fermés en permanence Nos roulements de système de mouvement auto-lubrifiés et étanches maintiennent la poussière et les débris, ce qui entraîne une durée de vie plus élevée. Ceintures Kevlar® sans élasticité Les ceintures durables offrent une longue durée de vie de traitement fiable. Wraparound Top et Front Door Les portes avant et les portes supérieures des systèmes laser ILS s'accouplent dans une configuration en clapet pour une plus grande facilité de chargement et de déchargement.
€0,00
-

UNIVERSAL LASER SYSTEMS Machine Laser Co2 - PLS6.75
Caractéristiques de la plate-forme Collimateur Le collimateur développe et collimate le faisceau laser, ce qui minimise les divergences dans la zone de traitement au laser, ce qui produit une taille de spot focal et une densité d'énergie plus cohérentes. Moteurs numériques à haute fiabilité Les systèmes laser universels utilisent des moteurs numériques de haute qualité qui ne nécessitent pas de codage optique coûteux et compliqué, ce qui augmente la fiabilité. Moteur intelligent de gestion de l'énergie laser Cette fonction maintient une densité d'énergie constante à n'importe quelle vitesse de traitement produisant des marques uniformes et une profondeur constante lors du découpage, du marquage et de la gravure. Verre de sécurité laminé Fenêtres de visualisation en verre créant une enceinte sûre pour le traitement au laser. Affichage LCD Les systèmes laser PLS / ILS sont équipés d'un écran LCD intégré, vous permettant de déplacer manuellement le système de mouvement et l'axe Z lors de la configuration ou de modifier les paramètres de travail à la volée. Cette fonction est utile pour déterminer les paramètres optimaux pour les nouvelles applications. Aide à l'air manuel (avec protection optique) Air Assist avec Optics Protection crée une pression d'air positive autour de toutes les optiques et dirige l'air comprimé sur la surface du matériau en cours de traitement. Cet air comprimé maintient les débris et les particules et les fumées loin de l'optique, supprime la combustion des fumées, réduit l'accumulation de particules sur la surface du matériau et augmente la qualité de coupe sur la plupart des matériaux. Méthodes de mise au point automatique multiples Tous les systèmes laser universels peuvent être focalisés automatiquement en fonction de l'épaisseur du matériau ou en utilisant un outil de mise au point manuel pratique. Certains systèmes laser universels peuvent également être focalisés automatiquement à l'aide de capteurs spéciaux pour détecter la surface supérieure du matériau traité au laser. Soutien linguistique multiple Les langues prises en charge incluent l'anglais, l'allemand, le japonais, l'espagnol, le français, l'italien et plus encore. Alarme hors température (pour la sécurité incendie) Une alarme de surchauffe installée dans chaque système laser universel surveille la température de la zone de travail. Si une température exceptionnellement élevée est détectée, le système éteindra le laser et déclenchera une alarme sonore. Roulements fermés en permanence Nos roulements de système de mouvement auto-lubrifiés et étanches maintiennent la poussière et les débris, ce qui entraîne une durée de vie plus élevée. Ceintures Kevlar® sans élasticité Les ceintures durables offrent une longue durée de vie de traitement fiable. Wraparound Top et Front Door Les portes avant et les portes supérieures des systèmes laser ILS s'accouplent dans une configuration en clapet pour une plus grande facilité de chargement et de déchargement.
€0,00
-

UNIVERSAL LASER SYSTEMS Machine Laser Co2 - PLS6MW
Le PLS6MW (Multi-Wavelength) est une plate-forme autonome utilisant de multiples longueurs d'ondes laser pour traiter le plus large éventail possible de matériaux et supporte soit le CO 2 soit les lasers à fibre. Le PLS6MW possède une enveloppe de traitement des matériaux de 813 x 457 x 229 mm ou 84,950 cm³. Avec la technologie Rapid Reconfiguration de Universal, l'un des lasers suivants peut être utilisé: un 10.6u Laser CO 2 (disponible de 10 à 75 watts), un laser à CO 2 de 9,3u (disponible en 30, 50 ou 75 watts), un laser à fibre optique de 1,06u (disponible en 40 et 50 watts). Caractéristiques de la plate-forme Collimateur Le collimateur développe et collimate le faisceau laser, ce qui minimise les divergences dans la zone de traitement au laser, ce qui produit une taille de spot focal et une densité d'énergie plus cohérentes. Moteurs numériques à haute fiabilité Les systèmes laser universels utilisent des moteurs numériques de haute qualité qui ne nécessitent pas de codage optique coûteux et compliqué, ce qui augmente la fiabilité. Moteur intelligent de gestion de l'énergie laser Cette fonction maintient une densité d'énergie constante à n'importe quelle vitesse de traitement produisant des marques uniformes et une profondeur constante lors du découpage, du marquage et de la gravure. Verre de sécurité laminé Fenêtres de visualisation en verre créant une enceinte sûre pour le traitement au laser. Affichage LCD Les systèmes laser PLS / ILS sont équipés d'un écran LCD intégré, vous permettant de déplacer manuellement le système de mouvement et l'axe Z lors de la configuration ou de modifier les paramètres de travail à la volée. Cette fonction est utile pour déterminer les paramètres optimaux pour les nouvelles applications. Aide à l'air manuel (avec protection optique) Air Assist avec Optics Protection crée une pression d'air positive autour de toutes les optiques et dirige l'air comprimé sur la surface du matériau en cours de traitement. Cet air comprimé maintient les débris et les particules et les fumées loin de l'optique, supprime la combustion des fumées, réduit l'accumulation de particules sur la surface du matériau et augmente la qualité de coupe sur la plupart des matériaux. Méthodes de mise au point automatique multiples Tous les systèmes laser universels peuvent être focalisés automatiquement en fonction de l'épaisseur du matériau ou en utilisant un outil de mise au point manuel pratique. Certains systèmes laser universels peuvent également être focalisés automatiquement à l'aide de capteurs spéciaux pour détecter la surface supérieure du matériau traité au laser. Soutien linguistique multiple Les langues prises en charge incluent l'anglais, l'allemand, le japonais, l'espagnol, le français, l'italien et plus encore. Alarme hors température (pour la sécurité incendie) Une alarme de surchauffe installée dans chaque système laser universel surveille la température de la zone de travail. Si une température exceptionnellement élevée est détectée, le système éteindra le laser et déclenchera une alarme sonore. Roulements fermés en permanence Nos roulements de système de mouvement auto-lubrifiés et étanches maintiennent la poussière et les débris, ce qui entraîne une durée de vie plus élevée. Ceintures Kevlar® sans élasticité Les ceintures durables offrent une longue durée de vie de traitement fiable. Wraparound Top et Front Door Les portes avant et les portes supérieures des systèmes laser ILS s'accouplent dans une configuration en clapet pour une plus grande facilité de chargement et de déchargement.
€0,00
-
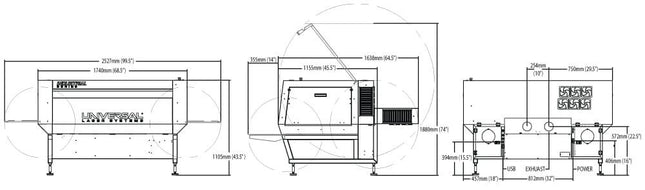
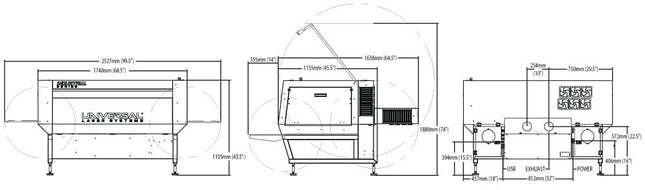
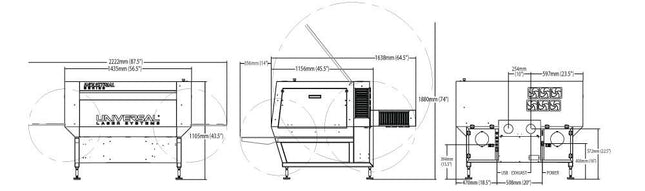
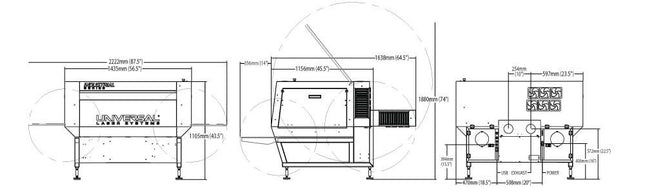
UNIVERSAL LASER SYSTEMS Machine Laser Co2 - ULTRA R5000
Présentation de la plateforme La plateforme ULTRA R5000 offre un traitement laser des matériaux pour une large gamme de matériaux. Il est conçu et idéalement adapté au traitement des matériaux dans les environnements de fabrication, de recherche et développement, de recherche universitaire et de prototypage. Grâce à son architecture modulaire unique, les solutions personnalisables peuvent être facilement reconfigurées avec un large éventail d'options pour améliorer les performances, les capacités et la sécurité afin de compléter la solution parfaite pour répondre aux besoins commerciaux actuels et futurs.La plateforme ULTRA R5000 a une enveloppe de traitement des matériaux de 32 x 24 pouces (813 x 610), avec un support pour les matériaux d'une épaisseur allant jusqu'à 12 pouces (305 mm).Configurez la plate-forme ULTRA R5000 personnalisable avec jusqu'à deux sources laser composées de deux lasers CO 2 interchangeables ou d'un CO 2laser et un laser à fibre. Lorsque la plate-forme est configurée avec deux lasers, les utilisateurs peuvent profiter de la technologie MultiWave Hybrid ™ permettant jusqu'à deux des trois longueurs d'onde de 9,3 µm, 10,6 µm et 1,06 µm - à combiner simultanément en un seul faisceau coaxial. Chaque composante spectrale du faisceau est contrôlée indépendamment et peut être modulée en temps réel. Les principales fonctionnalités et options comprennent la prise en charge de plusieurs lasers, le positionnement rapide du faisceau laser, la mise au point automatique indépendante du matériau, la densité de puissance laser contrôlable, l'interface d'automatisation, la vision et l'enregistrement multi-caméras, la détection de surchauffe et la prise en charge de la suppression des incendies.
€0,00




















PRODUITS DE LA MARQUE UNIVERSAL LASER SYSTEMS
Universal Laser Systems (ULS) a fait progresser l'application de la technologie laser moderne CO 2depuis 1988. Les efforts de recherche et de développement ont abouti à de nombreux brevets, avec plusieurs étapes, dans notre poursuite continue pour développer et améliorer les systèmes laser qui profitent au client. Notre philosophie et notre exécution de R & D sont basées sur la conception de plates-formes hautement modulaires qui peuvent être facilement configurées avec des cartouches d'alimentation laser interchangeables et des options de système laser évolutives sur le terrain. Cette capacité de configuration du système robuste, unique à Universal, offre aux clients la flexibilité et la protection des investissements pour optimiser les systèmes laser à mesure que leurs activités évoluent.
Leurs (ULS) installations d'ingénierie et de fabrication exclusives, personnalisées, à la fine pointe de la technologie sont situées à Scottsdale, en Arizona, où ils fabriquent des laser. Des bureaux d'exploitation supplémentaires sont situés à Vienne, en Autriche et à Yokohama, au Japon, pour aider les clients et les distributeurs de Universal Laser Systems. Le réseau de service agréé Global Laser Systems Global Factory est disponible sur le globe pour l'installation, le service et la maintenance du système local. Le laboratoire d'applications, dédié à l'avancement continu du traitement des matériaux laser, a développé des solutions uniques pour des milliers de clients.
Universal Laser Systems (ULS) est passionnée par l'entretien des clients qui a abouti à la gamme de produits de gravure laser, de marquage, d'imagerie graphique et de découpe laser. En tant que fournisseur leader de solutions de technologie laser CO 2 , il existe une solution Universal Laser System installée dans tous les pays du monde avec des clients allant de petites entreprises à gestion familiale à des entreprises Global 2000 hautement automatisées. Chaque client partage un fil commun: nos systèmes les aident à gagner de l'argent et à créer des opportunités d'affaires supplémentaires.
Que vous soyez une start-up ou une entreprise établie, ULS a la technologie, les personnes et l'expérience nécessaires pour vous aider à développer et à maintenir un avantage concurrentiel. Aucune autre entreprise n'a un éventail plus complet de R & D, de systèmes, de services mondiaux et de l'expérience de traitement de matériaux dans des équipements laser à CO 2 que Universal Laser Systems (ULS).